

相关产品
- 动柱式龙门加工中心
- 动柱式五轴龙门加工中心
- 动柱式五轴龙门加工中心
- 动柱式五轴龙门加工中心(MCGE系列)
- 定梁式龙门加工中心(MG系列)
- 桥式五轴龙门加工中心(MBGE系列)
- 动柱式龙门加工中心(MCG系列)
- 桥式龙门加工中心(MBG系列)
- 高精度龙门加工中心
- 数控龙门加工中心
- 五轴立式加工中心
- 五轴立式卧式加工中心
- 立式五轴加工中心
- 五轴联动立式加工中心
- 五轴立式车铣加工中心
- cfv五轴立式加工中心
- 龙门五轴立式加工中心
- 五轴立式加工中心
- dmg五轴立式加工中心
- 五轴立式数控加工中心
- 五轴立式加工中心
- 五轴立式加工中心
- 立式数控加工中心
- vmc数控立式加工中心
- kv800数控立式加工中心
- 数控立式加工中心
- 龙门数控立式加工中心
- 数控铣床立式加工中心
- 三轴数控立式加工中心
- 高速数控立式加工中心
- 数控立式加工中心
- 数控立式加工中心
- 数控铣削立式加工中心
- 双轴数控立式加工中心
- 立式加工中心
- 加工中心立式
- 立式数控加工中心
- vmc立式加工中心
- 立式五轴加工中心
- 五轴立式加工中心
- cnc立式加工中心
- 小型立式加工中心
- 五轴联动立式加工中心
- 三轴立式加工中心
- 立式加工中心
- 立式卧式加工中心
- 数控立式加工中心
- 立式加工中心
- 850立式加工中心
- 立式加工中心机
- 立式加工中心

深圳850立式加工中心生产厂家
文章出处:本站 人气:3678 发表时间:2020-04-12 10:28:03
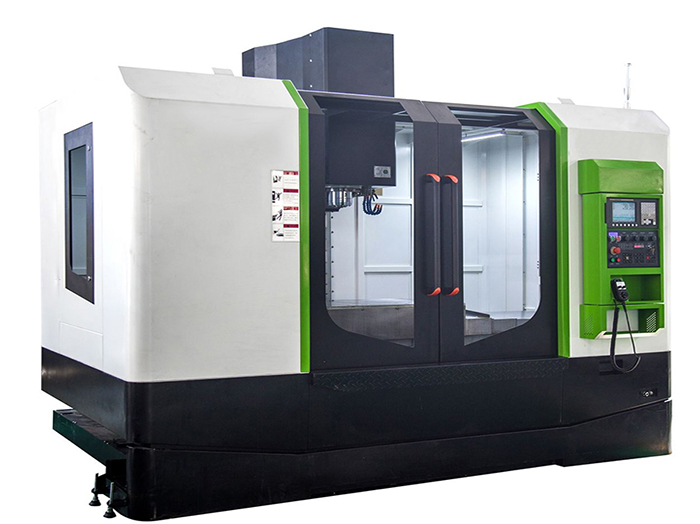
850立式加工中心的构造、特性
850立式加工中心适用于壳体类零件和繁杂斜面零件的加工,可以切削、镗削、铣削、攻外螺纹和车外螺纹等作用集中化在台机器设备上。由于它具备多种多样换刀或选刀作用,可全自动进行或贴近进行钢件个面的所有加工工艺流程,进而使生产率和自动化技术水平进步提高。
- 高宽比自动化:技术850立式加工中心依照数控机床的命令全自动的读进给速度、钻削深层、主轴旋转速度、选刀、换刀及其别的功能键开展操纵,不用作业者开展正中间实际操作,保持了加工自动化技术。
- 功率和高精密:850立式加工中心在加工时要在次夹装中开展粗、精加工。即能确保效率高开展大钻削的粗加工,又能开展半精加工和精加工,并把大批量生产钢件的品质分散度操纵在定范围之内。般,850立式加工中心的主传动系统电机额定功率比般机床高50-100 percent,而关键构件和基础件的精密度也比般机床高。
- 高速度和高可靠性:850立式加工中心的主轴转速比和走刀速度也远超般机床,能在长时间负荷下长期工作中。

850立式加工中心切削使用量的选择标准与般数控车床同样,可依据数控车床技术参数,在刀具使用期批准范围之内依据刀具生产商强烈推荐切削量采用,并根据实践活动检测来明确。摘除粗加工全数加工余量,以减少走刀频次,提升切削加工高效率。粗加工时径向切削深层般为刀具直徑的1到1.5倍,另外留出充足的精加工余量,在精加工时要在次行程安排中摘除全数加工余量,切削深层可相当于切削刃的长短。走刀速率的选择Vf(mm/min):应根据被加工钢件的加工精度和粗糙度规定,及其刀具原材料、钢件原材料选择。以内轮廊加工中,转角处尽可能减少切削速度,以防切削过多造成刀具毁坏和切坏钢件。
计算方法 Vf = fz * z * n ( fz每齿切削速度 z齿数 n转速比 )

异形件是外观设计不规律的零件,大多数必须点、线、面多工位混和加工。异形件的刚度般较弱,夹压形变无法操纵,加工精密度也无法确保,乃至些零件的有的加工部位用般数控车床艰巨。用850立式加工中心加工时要选用有效的加工工艺对策,次或二次夹装,利用加工中心多工位点、线、面混和加工的特性,进行多工序或全数的工艺流程內容

850立式加工中心试件的原材料、刀其和切削主要参数
试件的原材料和切削刀具及切削主要参数依照生产厂与客户间的协议书选择,并应记下来,强烈推荐的切削主要参数以下:
- 切削速率:铸铁件约为50m/min;压铸件约为300m/min.
- 切削速度:约为(0.05~0.10)mm/齿。
- 切削深层:所有切削工艺流程在轴向切深应是0.2mm.
850立式加工中心试件的固定不动
试件应在专用型的夹具上便捷安裝,以超过刀具和夹具的较大可靠性。夹具和试件的安裝面应竖直。 应检测试件安裝表面与夹具夹紧面的平面度。应应用适合的夹紧方式便于使刀具能围绕和数控加工中心孔的总长。提议应用低头螺丝固定不动试件,以防止刀具与螺丝产生干预,也可选用别的等效的方式。试件的总高宽比在于所选用的固定不动方式。
850立式加工中心试件的规格
假如试件切削了多次,尺寸降低,直径扩大,当用以工程验收检测时,提议选用后的轮廊生产加工试件规格与本规范中要求的致,便于属实体现数控加工中心的切削精密度。试件能够在切削实验中不断应用,其规格型号应维持在本规范所得出的特点规格出入10%之内。当试件再度应用时,在开展新的精切实验前,应开展次层析切削,以清除所有的表面,再开展检测。
提高刀具系统夹持精度,就必须设法使刀具得到精密可靠定位,确保足够夹持力,就必须严格控制和提高刀具系统配合精度、加大夹持长度、化结构设计及合理选材。
目前,适宜高速切削加工的刀具夹头主要有以下几种:
- 热缩夹头:利用刀柄装刀孔热胀冷缩使刀具可靠夹紧。它是种无夹紧元件的夹头,结构简单对称、夹紧力大。
- 高精度弹簧夹头:由日本大昭和精机株式会社生产的高精度弹簧夹头,采用锥角12°锥套,全数夹头都经平衡修整,以适应高速加工的要求。目前,这种夹头的转速可达30,000~40,000r/min。
- 高精度液压夹头: BlG-PLUS刀具系统的高精度液压夹头采用两点夹持的体型构造,具有很高的夹持力和夹持精度,且减小了夹头质量。
- 高精度静压膨胀式夹头: 由德国雄克公司生产的高精度静压膨胀式夹头,通过拧紧加压螺栓提高油腔内的油压,使油腔内壁均匀对称的向轴线方向膨胀,以夹紧刀具。该夹头夹持精度高,其径向跳动小于3µm。
- 三棱变形夹头:该夹头利用夹头本身的变形力夹紧刀具,其自由状态为三棱形,装夹刀具时,利用液力作用使夹头内孔变为圆形,撤消外力后,内孔重新收缩为三棱形,以实现对刀具三点夹紧。该夹头具有结构紧凑、定位精度高(可达3µm以下)且对称、刀具装夹简单等恃点。
- 新颖结构夹头:由Sandvik 公司新推出的Coro Grip夹头,借助液压装置推动锥套,在3D处测量,其径向跳动可达2~6µm,这种夹头夹紧更为可靠,其刚性高于液压夹头,装夹时间短于热缩夹头。ISCAR公司推出的圆柱柄新型装夹方式,不仅保证端面接触,而且能在半个圆周面上形成夹紧力,提高了夹持刚性。
- 上一篇: 沈阳四轴立式加工中心的工作台
- 下一篇: 六安850立式加工中心厂家直销
相关文章
相关产品
-

立式加工中心
-
850立式加工中心
