

相关产品
- 动柱式龙门加工中心
- 动柱式五轴龙门加工中心
- 动柱式五轴龙门加工中心
- 动柱式五轴龙门加工中心(MCGE系列)
- 定梁式龙门加工中心(MG系列)
- 桥式五轴龙门加工中心(MBGE系列)
- 动柱式龙门加工中心(MCG系列)
- 桥式龙门加工中心(MBG系列)
- 高精度龙门加工中心
- 数控龙门加工中心
- 五轴立式加工中心
- 五轴立式卧式加工中心
- 立式五轴加工中心
- 五轴联动立式加工中心
- 五轴立式车铣加工中心
- cfv五轴立式加工中心
- 龙门五轴立式加工中心
- 五轴立式加工中心
- dmg五轴立式加工中心
- 五轴立式数控加工中心
- 五轴立式加工中心
- 五轴立式加工中心
- 立式数控加工中心
- vmc数控立式加工中心
- kv800数控立式加工中心
- 数控立式加工中心
- 龙门数控立式加工中心
- 数控铣床立式加工中心
- 三轴数控立式加工中心
- 高速数控立式加工中心
- 数控立式加工中心
- 数控立式加工中心
- 数控铣削立式加工中心
- 双轴数控立式加工中心
- 立式加工中心
- 加工中心立式
- 立式数控加工中心
- vmc立式加工中心
- 立式五轴加工中心
- 五轴立式加工中心
- cnc立式加工中心
- 小型立式加工中心
- 五轴联动立式加工中心
- 三轴立式加工中心
- 立式加工中心
- 立式卧式加工中心
- 数控立式加工中心
- 立式加工中心
- 850立式加工中心
- 立式加工中心机
- 立式加工中心

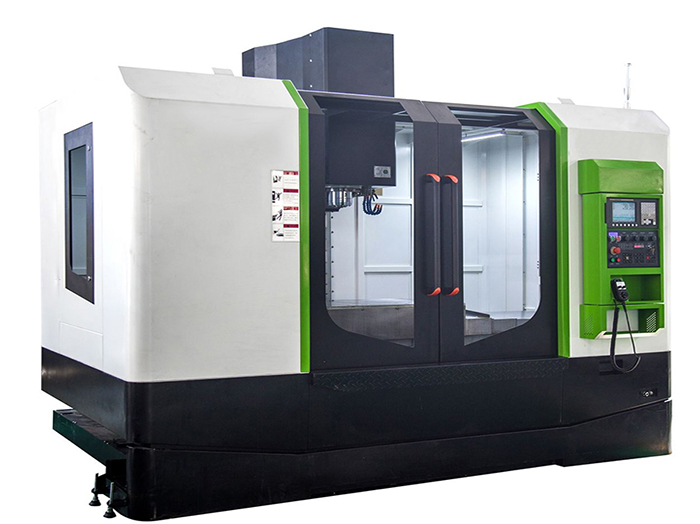
六安850立式加工中心编程
文章出处:本站 人气:3235 发表时间:2020-03-09 07:29:58
850立式加工中心是由工业设备与数控机床构成的应用于生产加工繁杂样子工件的效率高自动化机床。850立式加工中心常备数控刀,具备自动换刀作用,是对工件次装夹后开展多工序生产加工的数控机床。850立式加工中心是高宽比机电体化的商品,工件装夹后,数控机床能操纵机床按不样工序自动挑选、拆换数控刀片、自动对刀、自动更改主轴轴承转速比、切削速度等,可持续进行钻、镗、铣、铰、攻牙等几种工序,因此大大减少了工件装夹時间、准确测量和机床调节等輔助工序時间,对生产加工样子非常复杂,精密度规定较高,种类拆换经常的零件具备良的经济发展实际效果。

干扰切削速度的要素许多,850立式加工中心归纳起來有以下几个点:
1、刀具材料
刀具原材料不样,容许的大切削速度也不样。锋钢刀具耐高温切削速度不上50m/min,钴合金刀具耐高温切削速度达到100m/min左右,瓷器刀具的耐高温切削速度可达到1000/min。
2、钢件原材料
钢件原材料强度高矮会干扰刀具切削速度,同刀具生产加工硬原材料时切削速度需降低,而生产加工过软原材料时切削速度能够提升。刀具应用時间(使用寿命)规定长,则应选用较低的切削速度。相反,可选用较高的切削速度。
3、切削深层与进给量
切削深层与进给量大,切削抗力也大,切削热会提升,数控车床故切削速度应降低。
4、刀具的样子
刀具的样子、视角的尺寸、齿面的锐利水平都是干扰切削速度的选择。
5、切削液应用
在切削时应用切削液,可合理降低切削热,进而提升切削速度。
6、数控车床特性
数控车床刚度好、高精度可提升切削速度;相反,则需降低切削速度
目前数控机床采用的工具系统有车削类工具系统、镗铣类工具系统两类。镗铣类工具系统般由工具柄部、刀具装夹部分及刀具组成。它们经组合后可以完成钻孔、扩孔、铰孔、镗孔、攻螺纹等加工工艺。
850立式加工中心对工具系统的要求
- 工具系统的高度可靠性;
- 工具系统异的动平衡性;
- 高的系统刚性;
- 高的系统精度;
- 高的互换性;
- 高效性;
- 高适应性。
850立式加工中心刀具选择原则
刀具的选择是在数控编程的人机交互状态下进行的。应根据机床的加工能力、工件材料的性能、加工工序、切削用量以及其它相关因素正确选用刀具及刀柄。刀具选择总的原则是:安装调整方便,刚性好,耐用度和精度高。在满足加工要求的前提下,尽量选择较短的刀柄,以提高刀具加工的刚性。
850立式加工中心中的镗铣类工具系统分为整体式结构和模块式结构两大类
1.整体式结构
我国TSG工具系统就属于整体式结构的工具系统。它的特点是将锥柄和接杆连成体,不同品种和规格的工作部分都必须带有与机床相连的柄部。其点是结构简单,使用方便、可靠,更换迅速等。缺点是锥柄的品种和数量较多。2.模块式结构
模块式结构把工具的柄部和工作部分分开,制成系统化的主柄模块、中间模块和工作模块,每类模块中又分为若干小类和规格,然后用不同规格的中间模块组装成不同用途、不同规格的模块式刀具,这样就方便了制造、使用和保管,减少了工具的规格、品种和数量的储备,对加工中心较多的企业有很高的实用价值。目前,模块式工具系统已成为数控加工刀具发展的方向。
提高刀具系统夹持精度,就必须设法使刀具得到精密可靠定位,确保足够夹持力,就必须严格控制和提高刀具系统配合精度、加大夹持长度、化结构设计及合理选材。
目前,适宜高速切削加工的刀具夹头主要有以下几种:
- 热缩夹头:利用刀柄装刀孔热胀冷缩使刀具可靠夹紧。它是种无夹紧元件的夹头,结构简单对称、夹紧力大。
- 高精度弹簧夹头:由日本大昭和精机株式会社生产的高精度弹簧夹头,采用锥角12°锥套,全数夹头都经平衡修整,以适应高速加工的要求。目前,这种夹头的转速可达30,000~40,000r/min。
- 高精度液压夹头: BlG-PLUS刀具系统的高精度液压夹头采用两点夹持的体型构造,具有很高的夹持力和夹持精度,且减小了夹头质量。
- 高精度静压膨胀式夹头: 由德国雄克公司生产的高精度静压膨胀式夹头,通过拧紧加压螺栓提高油腔内的油压,使油腔内壁均匀对称的向轴线方向膨胀,以夹紧刀具。该夹头夹持精度高,其径向跳动小于3µm。
- 三棱变形夹头:该夹头利用夹头本身的变形力夹紧刀具,其自由状态为三棱形,装夹刀具时,利用液力作用使夹头内孔变为圆形,撤消外力后,内孔重新收缩为三棱形,以实现对刀具三点夹紧。该夹头具有结构紧凑、定位精度高(可达3µm以下)且对称、刀具装夹简单等恃点。
- 新颖结构夹头:由Sandvik 公司新推出的Coro Grip夹头,借助液压装置推动锥套,在3D处测量,其径向跳动可达2~6µm,这种夹头夹紧更为可靠,其刚性高于液压夹头,装夹时间短于热缩夹头。ISCAR公司推出的圆柱柄新型装夹方式,不仅保证端面接触,而且能在半个圆周面上形成夹紧力,提高了夹持刚性。
- 上一篇: 深圳数控立式加工中心多少钱
- 下一篇: 六安小型立式加工中心生产厂家
相关文章
相关产品
-

立式加工中心
-
850立式加工中心
