

相关产品
- 动柱式龙门加工中心
- 动柱式五轴龙门加工中心
- 动柱式五轴龙门加工中心
- 动柱式五轴龙门加工中心(MCGE系列)
- 定梁式龙门加工中心(MG系列)
- 桥式五轴龙门加工中心(MBGE系列)
- 动柱式龙门加工中心(MCG系列)
- 桥式龙门加工中心(MBG系列)
- 高精度龙门加工中心
- 数控龙门加工中心
- 五轴立式加工中心
- 五轴立式卧式加工中心
- 立式五轴加工中心
- 五轴联动立式加工中心
- 五轴立式车铣加工中心
- cfv五轴立式加工中心
- 龙门五轴立式加工中心
- 五轴立式加工中心
- dmg五轴立式加工中心
- 五轴立式数控加工中心
- 五轴立式加工中心
- 五轴立式加工中心
- 立式数控加工中心
- vmc数控立式加工中心
- kv800数控立式加工中心
- 数控立式加工中心
- 龙门数控立式加工中心
- 数控铣床立式加工中心
- 三轴数控立式加工中心
- 高速数控立式加工中心
- 数控立式加工中心
- 数控立式加工中心
- 数控铣削立式加工中心
- 双轴数控立式加工中心
- 立式加工中心
- 加工中心立式
- 立式数控加工中心
- vmc立式加工中心
- 立式五轴加工中心
- 五轴立式加工中心
- cnc立式加工中心
- 小型立式加工中心
- 五轴联动立式加工中心
- 三轴立式加工中心
- 立式加工中心
- 立式卧式加工中心
- 数控立式加工中心
- 立式加工中心
- 850立式加工中心
- 立式加工中心机
- 立式加工中心

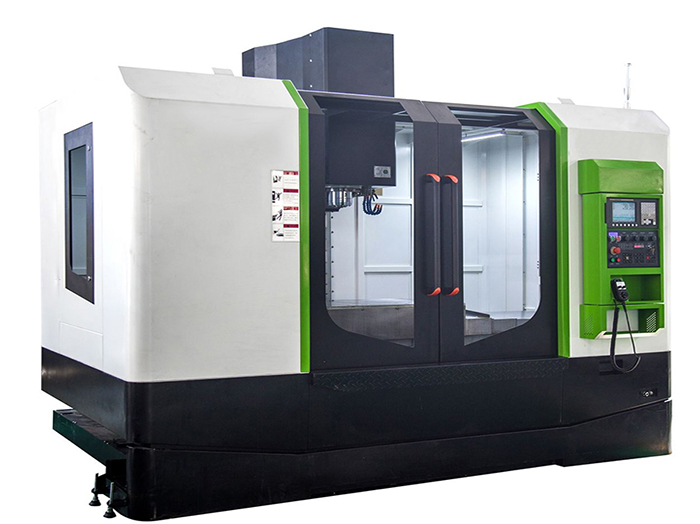
安庆850立式加工中心厂家直销
文章出处:本站 人气:2908 发表时间:2020-03-04 14:19:24
850立式加工中心的构造、特性
850立式加工中心适用于壳体类零件和繁杂斜面零件的加工,可以切削、镗削、铣削、攻外螺纹和车外螺纹等作用集中化在台机器设备上。由于它具备多种多样换刀或选刀作用,可全自动进行或贴近进行钢件个面的所有加工工艺流程,进而使生产率和自动化技术水平进步提高。
- 高宽比自动化:技术850立式加工中心依照数控机床的命令全自动的读进给速度、钻削深层、主轴旋转速度、选刀、换刀及其别的功能键开展操纵,不用作业者开展正中间实际操作,保持了加工自动化技术。
- 功率和高精密:850立式加工中心在加工时要在次夹装中开展粗、精加工。即能确保效率高开展大钻削的粗加工,又能开展半精加工和精加工,并把大批量生产钢件的品质分散度操纵在定范围之内。般,850立式加工中心的主传动系统电机额定功率比般机床高50-100 percent,而关键构件和基础件的精密度也比般机床高。
- 高速度和高可靠性:850立式加工中心的主轴转速比和走刀速度也远超般机床,能在长时间负荷下长期工作中。

850立式加工中心切削使用量的选择标准与般数控车床同样,可依据数控车床技术参数,在刀具使用期批准范围之内依据刀具生产商强烈推荐切削量采用,并根据实践活动检测来明确。摘除粗加工全数加工余量,以减少走刀频次,提升切削加工高效率。粗加工时径向切削深层般为刀具直徑的1到1.5倍,另外留出充足的精加工余量,在精加工时要在次行程安排中摘除全数加工余量,切削深层可相当于切削刃的长短。走刀速率的选择Vf(mm/min):应根据被加工钢件的加工精度和粗糙度规定,及其刀具原材料、钢件原材料选择。以内轮廊加工中,转角处尽可能减少切削速度,以防切削过多造成刀具毁坏和切坏钢件。
计算方法 Vf = fz * z * n ( fz每齿切削速度 z齿数 n转速比 )

850立式加工中心M代码M代码功能
M00 程序停止 M01 条件程序停止 M02 程序结束 M03 主轴正转 M04 主轴反转 M05 主轴停止 M06 刀具交换 M08 冷却开 M09 冷却关 M18 主轴定向解除 M19 主轴定向 M29 刚性攻丝 M30 程序结束并返回程序头 M33 主轴定向 M98 调用子程序 M99 子程序结束返回/重复执行

850立式加工中心中按数控刀具的结构可分为:
- 整体式:由整块材料磨制而成,使用时根据不同用途将切削部分修磨成所需要形状。
- 镶嵌式:分为焊接式和机夹式。机夹式又可分为不转位和可转位两种。
- 减振式:当刀具的工作臂长度与直径比大于4时,为了减少刀具的振动,提高加工精度,所采用种特殊结构的刀具,主要用于镗孔。
- 内冷式:刀具的切削冷却液通过机床主轴或刀盘传递到刀体内部由喷孔喷射到切削刃部位。
- 特殊形式:包括强力夹紧、可逆攻丝、复合刀具等。目前数控刀具主要采用机夹可转位刀具。

提高刀具系统夹持精度,就必须设法使刀具得到精密可靠定位,确保足够夹持力,就必须严格控制和提高刀具系统配合精度、加大夹持长度、化结构设计及合理选材。
目前,适宜高速切削加工的刀具夹头主要有以下几种:
- 热缩夹头:利用刀柄装刀孔热胀冷缩使刀具可靠夹紧。它是种无夹紧元件的夹头,结构简单对称、夹紧力大。
- 高精度弹簧夹头:由日本大昭和精机株式会社生产的高精度弹簧夹头,采用锥角12°锥套,全数夹头都经平衡修整,以适应高速加工的要求。目前,这种夹头的转速可达30,000~40,000r/min。
- 高精度液压夹头: BlG-PLUS刀具系统的高精度液压夹头采用两点夹持的体型构造,具有很高的夹持力和夹持精度,且减小了夹头质量。
- 高精度静压膨胀式夹头: 由德国雄克公司生产的高精度静压膨胀式夹头,通过拧紧加压螺栓提高油腔内的油压,使油腔内壁均匀对称的向轴线方向膨胀,以夹紧刀具。该夹头夹持精度高,其径向跳动小于3µm。
- 三棱变形夹头:该夹头利用夹头本身的变形力夹紧刀具,其自由状态为三棱形,装夹刀具时,利用液力作用使夹头内孔变为圆形,撤消外力后,内孔重新收缩为三棱形,以实现对刀具三点夹紧。该夹头具有结构紧凑、定位精度高(可达3µm以下)且对称、刀具装夹简单等恃点。
- 新颖结构夹头:由Sandvik 公司新推出的Coro Grip夹头,借助液压装置推动锥套,在3D处测量,其径向跳动可达2~6µm,这种夹头夹紧更为可靠,其刚性高于液压夹头,装夹时间短于热缩夹头。ISCAR公司推出的圆柱柄新型装夹方式,不仅保证端面接触,而且能在半个圆周面上形成夹紧力,提高了夹持刚性。
- 上一篇: 六安立式数控加工中心结构图
- 下一篇: 深圳五轴联动立式加工中心价格
相关文章
相关产品
-

立式加工中心
-
850立式加工中心
