

相关产品
- 动柱式龙门加工中心
- 动柱式五轴龙门加工中心
- 动柱式五轴龙门加工中心
- 动柱式五轴龙门加工中心(MCGE系列)
- 定梁式龙门加工中心(MG系列)
- 桥式五轴龙门加工中心(MBGE系列)
- 动柱式龙门加工中心(MCG系列)
- 桥式龙门加工中心(MBG系列)
- 高精度龙门加工中心
- 数控龙门加工中心
- 五轴立式加工中心
- 五轴立式卧式加工中心
- 立式五轴加工中心
- 五轴联动立式加工中心
- 五轴立式车铣加工中心
- cfv五轴立式加工中心
- 龙门五轴立式加工中心
- 五轴立式加工中心
- dmg五轴立式加工中心
- 五轴立式数控加工中心
- 五轴立式加工中心
- 五轴立式加工中心
- 立式数控加工中心
- vmc数控立式加工中心
- kv800数控立式加工中心
- 数控立式加工中心
- 龙门数控立式加工中心
- 数控铣床立式加工中心
- 三轴数控立式加工中心
- 高速数控立式加工中心
- 数控立式加工中心
- 数控立式加工中心
- 数控铣削立式加工中心
- 双轴数控立式加工中心
- 立式加工中心
- 加工中心立式
- 立式数控加工中心
- vmc立式加工中心
- 立式五轴加工中心
- 五轴立式加工中心
- cnc立式加工中心
- 小型立式加工中心
- 五轴联动立式加工中心
- 三轴立式加工中心
- 立式加工中心
- 立式卧式加工中心
- 数控立式加工中心
- 立式加工中心
- 850立式加工中心
- 立式加工中心机
- 立式加工中心

合肥小型立式加工中心说明书
文章出处:本站 人气:2912 发表时间:2020-02-06 05:50:09

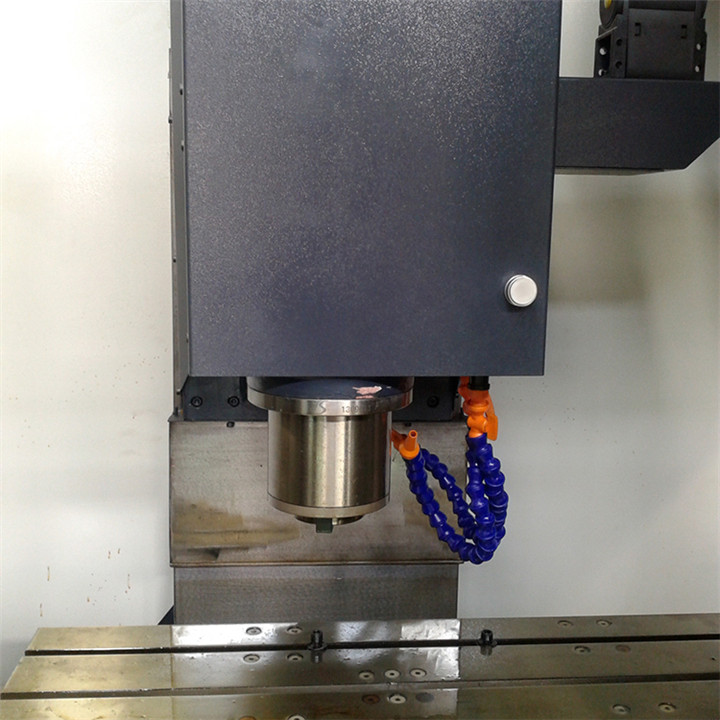

小型立式加工中心中TSG82工具系统的代码和意义
|
代码 |
代码的意义 |
代码 |
代码的意义 |
代码 |
代码的意义 |
|
J |
装接长刀杆用锥柄 |
KJ |
用于装扩、铰刀 |
TF |
浮动镗刀 |
|
Q |
弹簧夹头 |
BS |
倍速夹头 |
TK |
可调镗刀 |
|
KH |
7:24锥柄快换夹头 |
H |
倒锪端面刀 |
X |
用于装铣削刀具 |
|
Z(J) |
用于装钻夹头(莫氏锥度注J) |
T |
镗孔刀具 |
XS |
装三面刃铣刀 |
|
MW |
装无扁尾莫氏锥柄刀具 |
TZ |
直角镗刀 |
XM |
装面铣刀 |
|
M |
装有扁尾莫氏锥柄刀具 |
TQW |
倾斜式微调镗刀 |
XDZ |
装直角端铣刀 |
|
G |
攻螺纹夹头 |
TQC |
倾斜式粗镗刀 |
XD |
装端铣刀 |
|
C |
切内槽工具 |
TZC |
直角形粗镗刀 |
|
|
注:用数字表示工具的规格,其含义随工具不同而异。有些工具该数字为轮廓尺寸D-L;有些工具该数字表示应用范围。还有表示其他参数值的,如锥度号等。

从现实情况看,应从广义上来理解“数控机床刀具”的含义。随着数控机床结构、功能的发展,现在数控机床所使用的刀具,不是普通机床所采用的那样“机刀”的模式,而是多种不同类型的刀具按加工需要在同台小型立式加工中心的主轴上轮换使用。又由于小型立式加工中心加工内容的多样性,其配备的刀具和装夹工具种类很多,并且要求刀具更换迅速。因此,刀辅具的标准化和系列化十分重要。把通用性较强的刀具和配套装夹工具系列化、标准化,就成为通常所说的工具系统。工具系统是针对数控机床要求与之配套的刀具必须可快换和高效切削而发展起来的,是刀具与机床的接口。它除了刀具本身外,还包括实现刀具快换所必需的定位、夹紧、抓拿及刀具保护等机构。
- 上一篇: 芜湖四轴立式加工中心主轴设计
- 下一篇: 蚌埠vmc立式加工中心结构
-

小型立式加工中心
-

立式加工中心
