

相关产品
- 动柱式龙门加工中心
- 动柱式五轴龙门加工中心
- 动柱式五轴龙门加工中心
- 动柱式五轴龙门加工中心(MCGE系列)
- 定梁式龙门加工中心(MG系列)
- 桥式五轴龙门加工中心(MBGE系列)
- 动柱式龙门加工中心(MCG系列)
- 桥式龙门加工中心(MBG系列)
- 高精度龙门加工中心
- 数控龙门加工中心
- 五轴立式加工中心
- 五轴立式卧式加工中心
- 立式五轴加工中心
- 五轴联动立式加工中心
- 五轴立式车铣加工中心
- cfv五轴立式加工中心
- 龙门五轴立式加工中心
- 五轴立式加工中心
- dmg五轴立式加工中心
- 五轴立式数控加工中心
- 五轴立式加工中心
- 五轴立式加工中心
- 立式数控加工中心
- vmc数控立式加工中心
- kv800数控立式加工中心
- 数控立式加工中心
- 龙门数控立式加工中心
- 数控铣床立式加工中心
- 三轴数控立式加工中心
- 高速数控立式加工中心
- 数控立式加工中心
- 数控立式加工中心
- 数控铣削立式加工中心
- 双轴数控立式加工中心
- 立式加工中心
- 加工中心立式
- 立式数控加工中心
- vmc立式加工中心
- 立式五轴加工中心
- 五轴立式加工中心
- cnc立式加工中心
- 小型立式加工中心
- 五轴联动立式加工中心
- 三轴立式加工中心
- 立式加工中心
- 立式卧式加工中心
- 数控立式加工中心
- 立式加工中心
- 850立式加工中心
- 立式加工中心机
- 立式加工中心

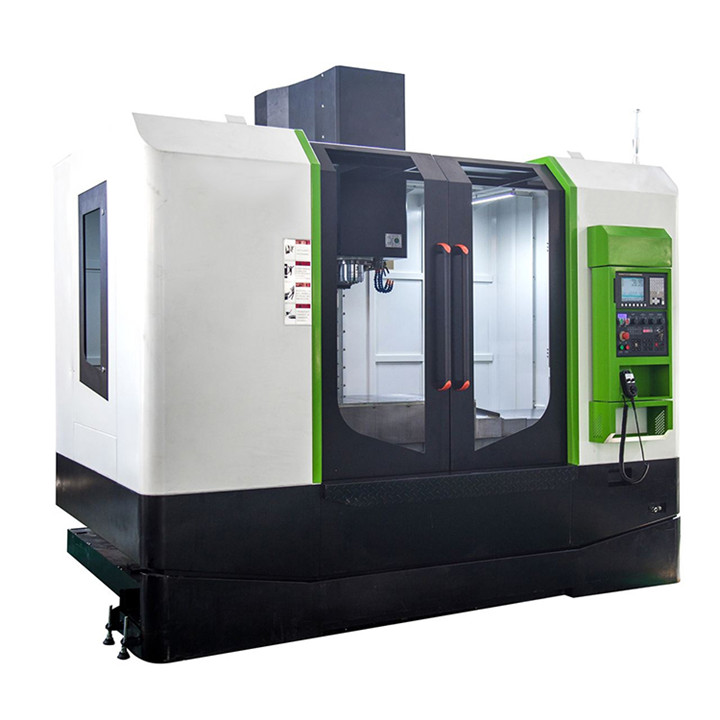
芜湖三轴立式加工中心结构
文章出处:本站 人气:2779 发表时间:2020-02-04 16:15:48
周期性反复建成投产的工件。些商品的市场的需求具备周期性和不确定性,假如选用专注生产线则因小失大,用般机器设备生产加工高效率又太低,且品质不平稳,产量也无法确保。而选用三轴立式加工中心,样(批)刀具半径补偿完了,程序流程和有关生产信息可保存出来.下次商品再生产时,要是非常少的提前准备時间就能够刚开始生产。三轴立式加工中心工时包含提前准备工时和生产加工工时,三轴立式加工中心把较长的散件提前准备工时分配到每个工件上,使每次生产的均值具体工时降低,生产周期时间大大缩短。

三轴立式加工中心切削使用量的选择标准与般数控车床同样,可依据数控车床技术参数,在刀具使用期批准范围之内依据刀具生产商强烈推荐切削量采用,并根据实践活动检测来明确。摘除粗加工全数加工余量,以减少走刀频次,提升切削加工高效率。粗加工时径向切削深层般为刀具直徑的1到1.5倍,另外留出充足的精加工余量,在精加工时要在次行程安排中摘除全数加工余量,切削深层可相当于切削刃的长短。走刀速率的选择Vf(mm/min):应根据被加工钢件的加工精度和粗糙度规定,及其刀具原材料、钢件原材料选择。以内轮廊加工中,转角处尽可能减少切削速度,以防切削过多造成刀具毁坏和切坏钢件。
计算方法 Vf = fz * z * n ( fz每齿切削速度 z齿数 n转速比 )
盘、套、板类零件含有键槽,或径向孔,或端面有遍布的孔系,斜面的盘套或轴类零件,如带法兰盘的轴套,带键槽或方头的轴类零件等,也有具备较多孔结构生产加工的板类零件,如各种各样电动机盖等。端面有遍布孔系、斜面的盘类零件宜挑选三轴立式加工中心,有径向孔的能选三轴立式加工中心。

三轴立式加工中心试件的原材料、刀其和切削主要参数
试件的原材料和切削刀具及切削主要参数依照生产厂与客户间的协议书选择,并应记下来,强烈推荐的切削主要参数以下:
- 切削速率:铸铁件约为50m/min;压铸件约为300m/min.
- 切削速度:约为(0.05~0.10)mm/齿。
- 切削深层:所有切削工艺流程在轴向切深应是0.2mm.
三轴立式加工中心试件的固定不动
试件应在专用型的夹具上便捷安裝,以超过刀具和夹具的较大可靠性。夹具和试件的安裝面应竖直。 应检测试件安裝表面与夹具夹紧面的平面度。应应用适合的夹紧方式便于使刀具能围绕和数控加工中心孔的总长。提议应用低头螺丝固定不动试件,以防止刀具与螺丝产生干预,也可选用别的等效的方式。试件的总高宽比在于所选用的固定不动方式。
三轴立式加工中心试件的规格
假如试件切削了多次,尺寸降低,直径扩大,当用以工程验收检测时,提议选用后的轮廊生产加工试件规格与本规范中要求的致,便于属实体现数控加工中心的切削精密度。试件能够在切削实验中不断应用,其规格型号应维持在本规范所得出的特点规格出入10%之内。当试件再度应用时,在开展新的精切实验前,应开展次层析切削,以清除所有的表面,再开展检测。
三轴立式加工中心中按数控刀具的结构可分为:
- 整体式:由整块材料磨制而成,使用时根据不同用途将切削部分修磨成所需要形状。
- 镶嵌式:分为焊接式和机夹式。机夹式又可分为不转位和可转位两种。
- 减振式:当刀具的工作臂长度与直径比大于4时,为了减少刀具的振动,提高加工精度,所采用种特殊结构的刀具,主要用于镗孔。
- 内冷式:刀具的切削冷却液通过机床主轴或刀盘传递到刀体内部由喷孔喷射到切削刃部位。
- 特殊形式:包括强力夹紧、可逆攻丝、复合刀具等。目前数控刀具主要采用机夹可转位刀具。
- 上一篇: 蚌埠四轴立式加工中心生产厂家
- 下一篇: 沈阳立式数控加工中心的型号
相关文章
相关产品
-

立式加工中心
-

三轴立式加工中心
-

立式加工中心
