

相关产品
- 动柱式龙门加工中心
- 动柱式五轴龙门加工中心
- 动柱式五轴龙门加工中心
- 动柱式五轴龙门加工中心(MCGE系列)
- 定梁式龙门加工中心(MG系列)
- 桥式五轴龙门加工中心(MBGE系列)
- 动柱式龙门加工中心(MCG系列)
- 桥式龙门加工中心(MBG系列)
- 高精度龙门加工中心
- 数控龙门加工中心
- 五轴立式加工中心
- 五轴立式卧式加工中心
- 立式五轴加工中心
- 五轴联动立式加工中心
- 五轴立式车铣加工中心
- cfv五轴立式加工中心
- 龙门五轴立式加工中心
- 五轴立式加工中心
- dmg五轴立式加工中心
- 五轴立式数控加工中心
- 五轴立式加工中心
- 五轴立式加工中心
- 立式数控加工中心
- vmc数控立式加工中心
- kv800数控立式加工中心
- 数控立式加工中心
- 龙门数控立式加工中心
- 数控铣床立式加工中心
- 三轴数控立式加工中心
- 高速数控立式加工中心
- 数控立式加工中心
- 数控立式加工中心
- 数控铣削立式加工中心
- 双轴数控立式加工中心
- 立式加工中心
- 加工中心立式
- 立式数控加工中心
- vmc立式加工中心
- 立式五轴加工中心
- 五轴立式加工中心
- cnc立式加工中心
- 小型立式加工中心
- 五轴联动立式加工中心
- 三轴立式加工中心
- 立式加工中心
- 立式卧式加工中心
- 数控立式加工中心
- 立式加工中心
- 850立式加工中心
- 立式加工中心机
- 立式加工中心

江苏立式五轴加工中心编程
文章出处:本站 人气:3113 发表时间:2019-11-30 14:01:58
立式五轴加工中心用于高精密工件。些工件要求很少,但属关键部件,规定高精度且工期短,用传统手工艺要用几台数控车床协调工作,其期长、高效率低,在长工序步骤中,受人为因素非常容易出废料,进而导致财产损失。而选用立式五轴加工中心开展生产加工,生产制造有效由程序流程自动控制系统.防止了长工序步骤,降低了硬件配置项目投资及人为干挠,具备生产制造经济效益高及品质平稳的特性
立式五轴加工中心适于批量生产的工件。立式五轴加工中心生产的软性不但反映在对要求的危机处理上,并且能够迅速保持批量生产,以提升销售市场市场竞争力。立式五轴加工中心合适于中小型批量生产,非常是小批量生产,在运用立式五轴加工中心时。尽可能使批量超过经济批量,以超过良的经济实际效果。随之立式五轴加工中心的飞速发展,经济批量愈来愈小,对些繁杂工件,5-10件就能够生产,乃至散件生产时还可以考虑到用立式五轴加工中心。

异形件是外观设计不规律的零件,大多数必须点、线、面多工位混和加工。异形件的刚度般较弱,夹压形变无法操纵,加工精密度也无法确保,乃至些零件的有的加工部位用般数控车床艰巨。用立式五轴加工中心加工时要选用有效的加工工艺对策,次或二次夹装,利用加工中心多工位点、线、面混和加工的特性,进行多工序或全数的工艺流程內容

立式五轴加工中心试件的原材料、刀其和切削主要参数
试件的原材料和切削刀具及切削主要参数依照生产厂与客户间的协议书选择,并应记下来,强烈推荐的切削主要参数以下:
- 切削速率:铸铁件约为50m/min;压铸件约为300m/min.
- 切削速度:约为(0.05~0.10)mm/齿。
- 切削深层:所有切削工艺流程在轴向切深应是0.2mm.
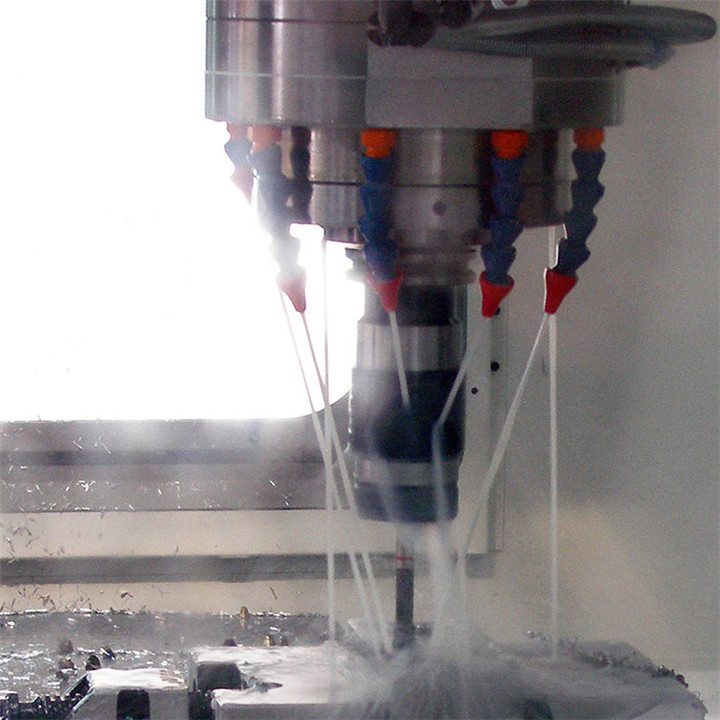
立式五轴加工中心试件的固定不动
试件应在专用型的夹具上便捷安裝,以超过刀具和夹具的较大可靠性。夹具和试件的安裝面应竖直。 应检测试件安裝表面与夹具夹紧面的平面度。应应用适合的夹紧方式便于使刀具能围绕和数控加工中心孔的总长。提议应用低头螺丝固定不动试件,以防止刀具与螺丝产生干预,也可选用别的等效的方式。试件的总高宽比在于所选用的固定不动方式。
立式五轴加工中心试件的规格
假如试件切削了多次,尺寸降低,直径扩大,当用以工程验收检测时,提议选用后的轮廊生产加工试件规格与本规范中要求的致,便于属实体现数控加工中心的切削精密度。试件能够在切削实验中不断应用,其规格型号应维持在本规范所得出的特点规格出入10%之内。当试件再度应用时,在开展新的精切实验前,应开展次层析切削,以清除所有的表面,再开展检测。
从现实情况看,应从广义上来理解“数控机床刀具”的含义。随着数控机床结构、功能的发展,现在数控机床所使用的刀具,不是普通机床所采用的那样“机刀”的模式,而是多种不同类型的刀具按加工需要在同台立式五轴加工中心的主轴上轮换使用。又由于立式五轴加工中心加工内容的多样性,其配备的刀具和装夹工具种类很多,并且要求刀具更换迅速。因此,刀辅具的标准化和系列化十分重要。把通用性较强的刀具和配套装夹工具系列化、标准化,就成为通常所说的工具系统。工具系统是针对数控机床要求与之配套的刀具必须可快换和高效切削而发展起来的,是刀具与机床的接口。它除了刀具本身外,还包括实现刀具快换所必需的定位、夹紧、抓拿及刀具保护等机构。
- 上一篇: 安庆五轴立式加工中心报价
- 下一篇: 蚌埠立式车床加工中心生产厂家
相关文章
相关产品
-

立式五轴加工中心
-

立式五轴加工中心
